若量具使用不正确,即便活儿干得极为出色那也全然是徒劳无功。众多工厂里老师傅带徒弟,其第一课便是传授如何握持卡尺,以及怎样去读取百分表的示数,而这与加工出来的零件究竟是精品还是废品直接相关联。当今咱们就直接切入主题,将这几种常用量具的使用方式及其读数的窍门完全详尽阐释清楚。
游标卡尺拿法有讲究
右手握住卡尺主尺的长柄,这属于控制力量的关键所在。大拇指搭在游标推轮之上,凭借它精细移动游标框架,并非依靠猛推游标自身。左手负责稳定工件,将那需要测量的外径或者内径部位,稳稳当当送到上下量爪之间。
进行测量之际存在一个关键要点,当量爪快要靠近工件表面之时,所施加的推力应当柔和,那种情形给人的感受宛如“贴”上去而非“砸”上去。当量爪的测量面与工件轻柔贴合,并且两者之间不存在显著缝隙的时候,便达成了最佳测量状态。在这个时候,右手拇指能够略微锁紧游标紧固螺钉,随后取下卡尺进行读数。
游标卡尺读数三步走
拿到卡尺,首先要看游标之上的零线,其于主尺之上左边距离最近的整毫米刻度便是整数部分,例如游标零线超越了主尺的12毫米刻度然而却还未抵达13,那么整数即为12毫米,这一步骤最为简便,不过也是最易于出现差错的。
继续瞧游标之上哪一条刻度线跟主尺之上的刻度线对得最为齐整。自游标零线起始往后数,数到这条对齐的线是第几条。针对常见的精度为0.02毫米的卡尺,拿这个条数乘0.02,便获取了小数部分的数值。最终将整数与小数加起来,就是最终测量的尺寸。
百分表使用先校零
在用手去拿百分表之前,要先把它稳妥地安装至磁力表座或者专用夹具之上,以此来保障夹紧之后表体不会出现松动的情况。之后呢,借助手轻轻地将测头抬起接着再放下,如此这般进行一两次,去观察大指针每一次是不是都能够精准地返回到原本的位置,这种行为被称作是检查回程误差。
将表座放置于一个平整的平台之上,要使百分表的测头与平台相接触,且将表座压下大约介于0.3毫米至1毫米之间那样可观的预压量,通过此番操作,测量之际指针才能够朝着正反两个不同方向行进。要进行转动表盘外圈的动作,促使表盘的零刻度线精确对齐大指针,经由如此这般,这便达成了校零。需要牢记的是,校零乃是测量准确得以奠基的基础,这一点极为关键。
百分表读数看双针
有两根指针在百分表表盘之上,短的那个是转数指示盘,长的那个是刻度盘。读数之时,先去看小指针走过了多少格,小指针每移动一格,意味着长指针转了一圈,也就是测量杆移动了1毫米。举例来说,小指针处于3和4之间,整数便是3毫米。
接着瞧大指针于表盘之上所指向的是哪一条线,表盘之中一格意味着0.01毫米。假定大指针处于25格的位子,那么小数部分便是0.25毫米。最后将两个读数予以相加,比如说小针在3的地方,大针在25的地方,最终读数即为3.25毫米。测量之际要正对着表盘,防止斜视引发误差。
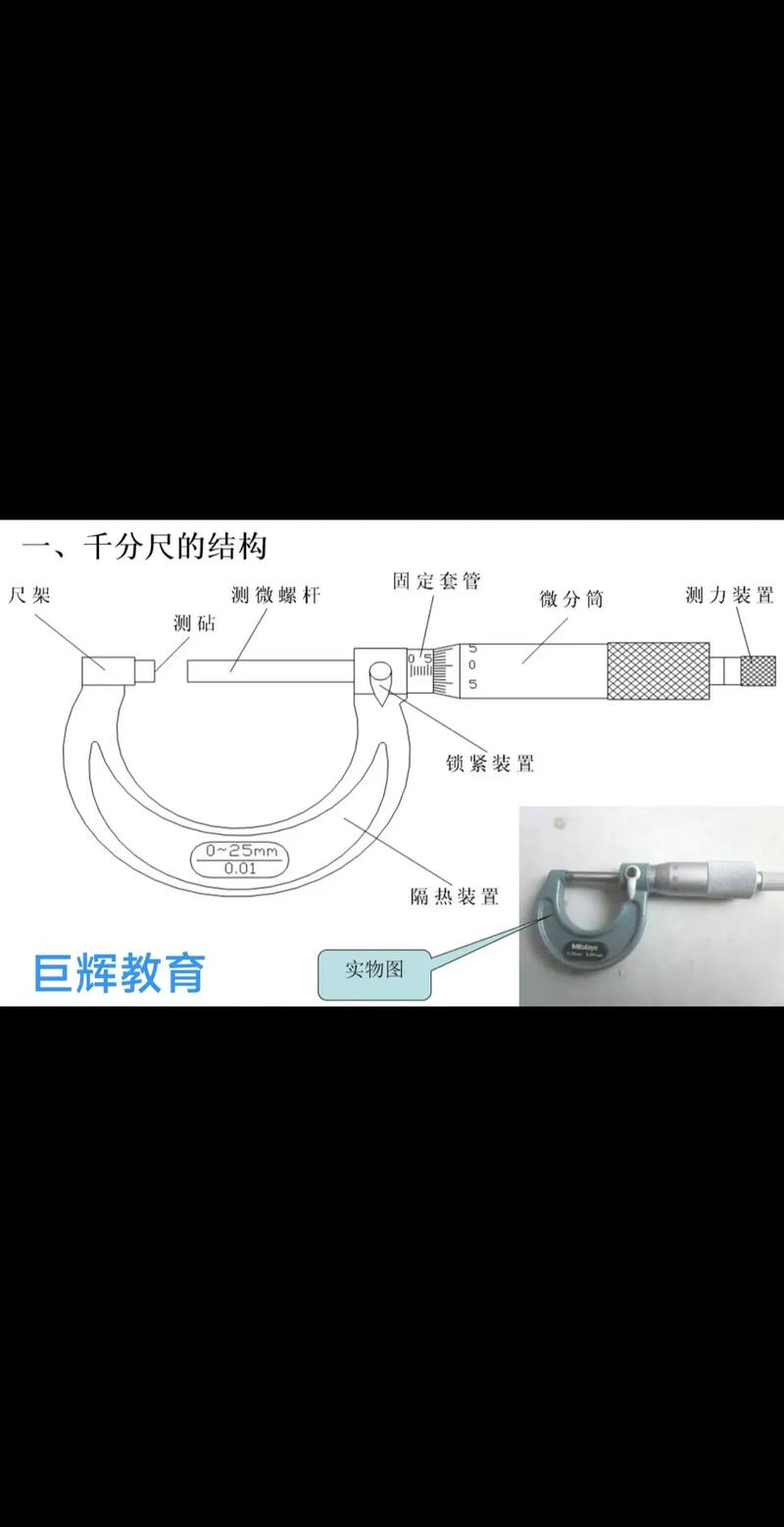
千分尺使用手感定精度
有种测量工具千分尺,它还有个名字叫螺旋测微器,在使用这个工具之前,必须要去校对零位。具备0到25毫米规格区间的千分尺怎样操作呢,直接去转动那个棘轮,使得测量面能够轻轻 touching,当棘轮发出那种“咔咔”的声音的时候就停止转动动作,然后看看微分筒上面的零线是不是正好对准固定套筒的基线。要是没有对准的话,那就需要进行调整或者把误差值给记录下来。
测量之际,左手握持尺架予以隔热的部分,借此防止体温传导致使尺寸出现变化。右手初始转动微分筒,待到测量面快要触及工件之时,进而转行转动棘轮。听闻两三声“咔咔”声响之后,便能够展开读数操作了。此一棘轮装置确保了每一回测量力大致保持一致,它是确保测量精度的关键环节,是重要的一环。
千分尺读数要细心
千分尺的读数分成三步,首先要看固定套筒上露出来的刻度,其所表示的每一格是1毫米,要是固定套筒上的半毫米刻线也呈现出露出来的情况,那么要另行加上0.5毫米,比如说当固定套筒刻度显示为5,如果半毫米刻线同样露出,如此整数部分便是5.5毫米。
再瞧微分筒那边刻度线跟固定套筒中线对齐的地方,微分筒一圈有50格,每一格代表着0.01毫米,数出对齐的格数,假设是28格,那便是0.28毫米倘若微分筒上刻度处在两条线中间,还得估读到千分之一毫米位,像是0.001毫米或者0.002毫米把这几部分累加起来,就是最终的读数。
于实际工作期间,可曾因量具握持不稳,或者读数出现差错,进而致使零件报废?欢迎于评论区分享自身之教训或经验,众人一同规避失误,若觉文章颇有价值,切莫忘记点赞并进行转发!



